

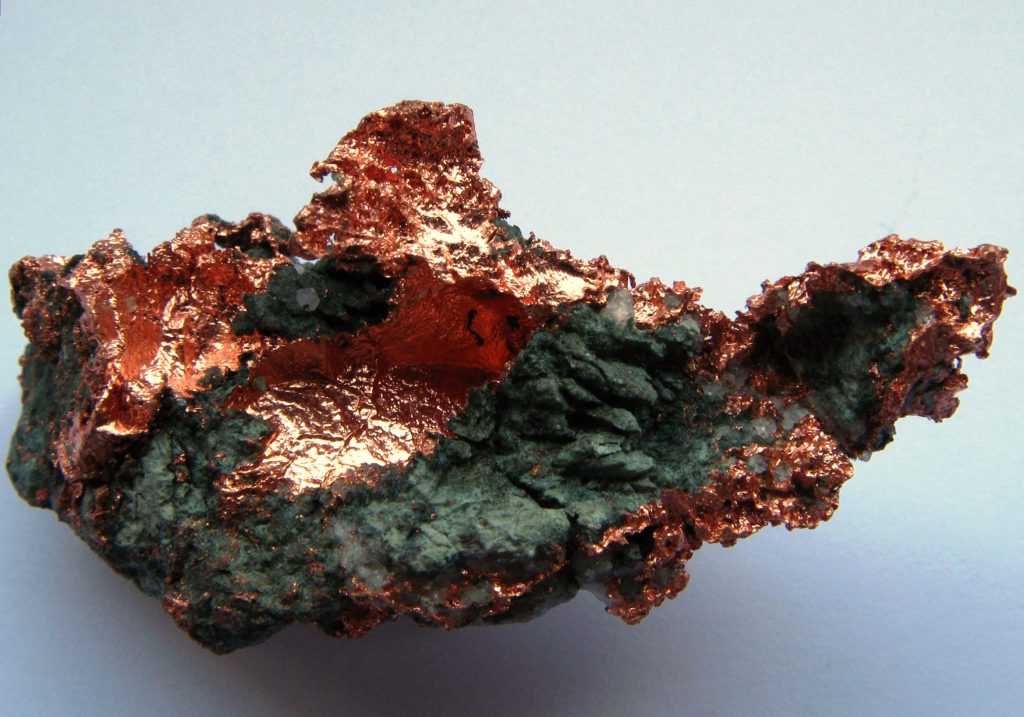
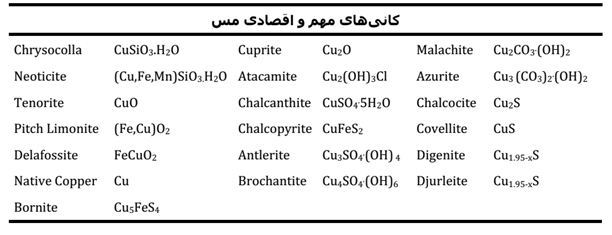
مس در طبیعت به دو صورت عمده یعنی کانیهای سولفیدی و اکسیدی و گاهی به صورت آزاد یافت میشود. تقریبا همه ذخایر قابل لیچینگ مس با اسید سولفوریک در سطح زمین در اثر هوازدگی و اکسیداسیون منابع اولیه آن تشکیل شدهاند. بیشتر ذخایر اولیه مس در قسمتهای عمیق پوسته زمین تحت شرایط درجه حرارت و فشار بالا تشکیل مییابند. عنصر مس در طبیعت تقریبا با هر عنصری در جدول تناوبی ترکیب میشود و اقدام به تشکیل کانیهایی به شکل کربناتها، سیلیکاتها، هیدروکسیدها، اکسیدها، کلریدها، سولفاتها، فسفاتها و سولفیدها مینماید. این ویژگی مس سبب شده است کانیها و منابع متنوعی از این عنصر در طبیعت وجود داشته باشد. در حالیکه تعداد کانیهای شناخته شده محتوی مس در طبیعت بالای صد کانی است، اما تعداد کانیهای مهم و اقتصادی آن محدود میباشد. به تجربه ثابت شده است که در یک کانسار مقدار قابل ملاحظهای از محتوی مس کانسنگ تنها دو یا سه کانی مهم وجود دارد. کانیهای مهم و اقتصادی مس در جدول 1 آورده شده است.
جدول 1- کانیهای مهم و اقتصادی مس
کانیهای اکسیدی و یا کانیهایی که در محیط اکسنده تشکیل میشوند متنوع بوده و میتوانند تحت محدوده وسیعی از عملیات متالورژی قرار گیرند. مهمترین کانیهای اکسیدی مس مطابق جدول 2 می باشند.
جدول 2- کانی های اکسیدی مس
1-2-1- لیچینگ اسیدی
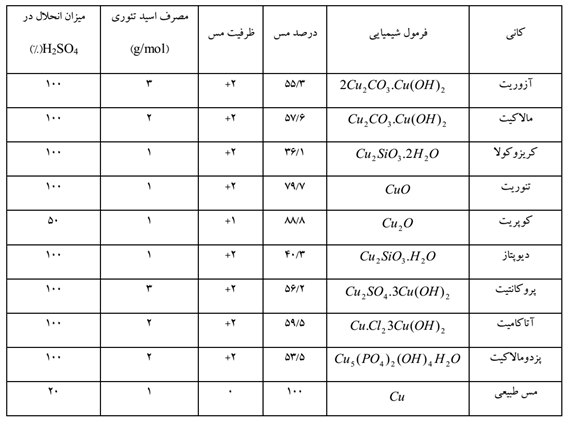
اسید سولفوریک رقیق در مقیاس وسیعی برای انحلال کانیهای اکسیدی مس مورد استفاده قرار میگیرد. قابلیت لیچینگ بعضی از کانیهای خالص اکسیدی در جدول 3 آورده شده است.
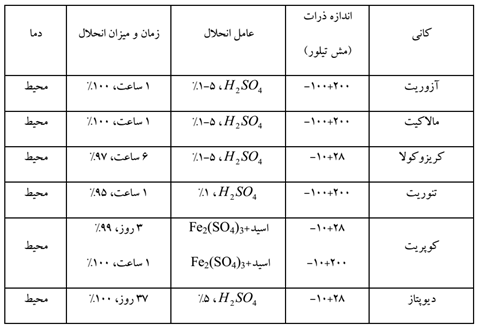
آزوریت و مالاکیت و تنوریت به سرعت در محلول اسید سولفوریک رقیق حل می شوند. کریزوکولا کندتر در اسـید حـل می گردد. بقیه کانی هاي مس سیلیکاتی مانند دیوپتاز خیلی کندتر حل می شوند ولی می توان فرایند انحلال را با اسید قويتر سرعت بخشید. کوپریت جهت انحلال به سولفات فریک نیاز دارد و در اسید سولفوریک تنهـا 50 % آن حـل مـی گـردد. مس طبیعی نیز به کمک سولفات فریک حل شده و لیچینگ فقط با اسـید سـولفوریک، تنهـا تحـت هـوادهی و دمـاي بـالا امکانپذیر است
جدول 3- قابلیت انحلال کانیهای اکسیدی مس
– آزوریت
(1) 2CuCO_3.Cu(OH)_2+3H_2 SO_4 →3CuSO_4+2CO_2+4H_2 O– مالاکیت
(2) CuCO_3.Cu(OH)_2+2H_2 SO_4 →2CuSO_4+CO_2+3H_2 O– کریزوکولا
(3) CuSiO_3.2H_2 O+H_2 SO_4 →CuSO_4+SiO_2+3H_2 O– تنوریت
(4) CuO+H_2 SO_4 →CuSO_4+H_2 O– کوپریت
(5) CuO+H_2 SO_4 →CuSO_4+Cu+H_2 O– بروکانتیت
(6) CuSO_4+3Cu(OH)_2+3H_2 SO_4 →4CuSO_4+CO_2+6H_2 Oدر خلال انحلال کانی کوپریت، مس طبیعی نیز تشکیل میشود که تقریبا حدود 5 درصد آن در اسید حل میشود. مس باقیمانده را میتوان توسط محلول اسیدی سولفات فریک حل نمود:
(7) Cu+〖Fe〗_2 (SO_4 )_3 →CuSO_4+2FeSO_4اغلب کانی هاي اکسیدي در عملیات صنعتی حدود 2 تا 3 برابر سریعتر از کانی هاي سولفیدي ثانویـه حـل مـی گردنـد. در فرایند لیچینگ کانی هاي اکسیدي مس سرعت انحلال بوسیله نفوذ یون H+به داخل و یون مس به خارج کنترل می شـود. غلظت مس و اسید از سطح ذره به طرف داخل آن نسبت بهم رابطه عکس دارند. از سطح ذره به طرف داخل غلظـت اسـید کاهش و غلظت مس افزایش می یابد.
2-2-1- لیچینگ قلیایی
کانسنگهای اکسیدی مس با دارا بودن باطله های کربناته با مصرف زیاد اسید و مشکلات فیلتراسیون روبرو بوده و لیچینگ اسیدی آن اغلب با اشکالاتی مواجه است.
مزایا و معایب روش آمونیاکی
فروشویی آمونیاکی مزایای زیادی نسبت به فروشویی اسیدی دارد که عمدترین آنها عبارتند از:
1- اختلاف بارز روشها، یعنی انجام عملیات در محیط بازی، استفاده از کانههایی با کربنات بالا را که در فروشویی اسیدی بهعلت مصرف بالای اسید قابل کاربرد نیستند امکانپذیر میسازد.
2- مشکلات مربوط به خوردگی
3- این نوع فرایند برای فروشویی تودهای کانه کمعیار و فروشویی مخزنی کانه پرعیار مناسب است.
4- از آنجائیکه فلزاتی نظیر آهن و منگنز، توسط آمونیاک قابل حل نیستند و یا قابلیت کمپلکسسازی ضعیفی با آمونیاک نشان میدهند، فروشویی آمونیاکی قدرت انتخابی مناسبی برای فلز مورد نظر نسبت به عناصر مذکور دارد. در صورتیکه قابلیت انحلال بالای عناصر مذکور در عوامل اسیدی منجر به مصرف بالای این عوامل و غیراقتصادی شدن فرآیند فروشویی میگردد.
5- آمونیاک از انحلال کلسیم در حضور کربنات و مقادیر کم سولفات نیز جلوگیری میکند.
6- یکی دیگر از عناصری که باعث ایجاد مشکل در نفوذپذیری و زهکشی هیپ میگردد سیلیس است. آمونیاک برخلاف انواع اسیدها، با ترکیبات مختلف این عنصر نظیر آلومینا سیلیکاتها و فرو سیلیکاتها واکنش نمیدهد.
7- پس از خاتمه فروشویی آمونیاکی، مشکلات مرتبط با شستشوی هیپ، خنثی سازی و نظارت طولانی مدت برای جلوگیری از جاری شدن اسید به حداقل میرسد. بعلاوه آمونیاک باقیمانده در خاک میتواند بهعنوان کود برای رشد گیاهان عمل کند.
علاوه بر مزایای بالا، ویژگیهایی نظیر سمیت پایین، هزینه کم، قابلیت بازیافت آسان و بهصرفهبودن از جهت اقتصادی نیز از عوامل اصلی گسترش استفاده از آمونیاک در فرایندهای هیدرومتالورژی بهویژه فروشویی محسوب میشوند.
معایب فروشویی آمونیاکی:
1- قابلیت فروشویی کمتری نسبت به ترکیبات اسیدی دارد.
2- کاربرد آمونیاک بهعلت قدرت تبخیر بالای آن نسبت به ترکیبات اسیدی دشوارتر است، هرچند با استفاده از هیدرولیز اوره، خطر حمل و نقل آن میتواند بهحداقل برسد.